Cr12MoV tool steel is a typical cold-work tool steel, accounting for 17% of the total tool steel production and 34% of alloy tool steel production. It has excellent hardenability, quenching and tempering hardness, wear resistance, and strength. It is used to manufacture various cold punching dies and tools with large cross-sections, complex shapes, and heavy working conditions. To meet its working requirements, it is necessary to effectively control the steel’s cleanliness and the quantity, size, shape, and distribution of eutectic carbides.
With the increasing size and complexity of molds and the increasingly demanding working conditions, stricter requirements have been imposed on the eutectic carbides in Cr12MoV steel. These carbides need to be finer and more evenly distributed to meet the needs of modern molds. Fushun Steel has carried out research on how hot working processes affect the quantity, size, shape, and distribution of eutectic carbides in Cr12MoV steel. Improved processes have been proposed and successfully applied in practice.
1. Experimental Materials and Methods
1.1 Experimental Materials
The Cr12MoV steel used in the experiment was forged flat steel produced by Fushun Steel. The production process is as follows:
EAF + LF + VD Smelting → 1.2t and 6.3t Steel Ingot Casting → Forging with Fast Forging Machine into 120×310mm and 120–240×610mm Flat Steel.
Its chemical composition is shown in Table 1.

1.2 Experimental Methods
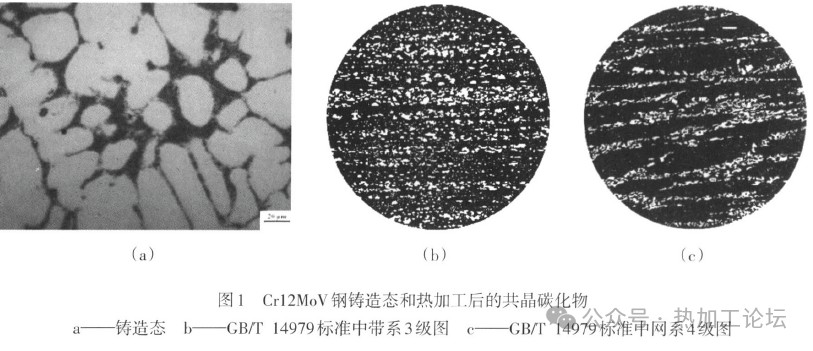
Cr12MoV is a ledeburitic steel, and eutectic reactions occur during the solidification of the molten steel, forming ledeburite. Eutectic carbides appear in a fishbone shape and are distributed along the grain boundaries in a network, as shown in Figure 1a. After hot working, they are unevenly distributed along the deformation direction, appearing as band-like or net-like distributions depending on the hot working process, as shown in Figure 1b and Figure 1c. Thus, the hot working process plays a critical role in achieving uniform distribution of eutectic carbides.
Experiments were conducted to evaluate the effects of different heating processes, forging methods, and deformation ratios on eutectic carbides. After the experiments, longitudinal samples were taken from one-quarter of the diagonal of the flat steel cross-section. After grinding and polishing, the samples were etched with 4% nitric acid alcohol solution. The uniformity of the eutectic carbides was analyzed and evaluated based on the fourth rating chart in the GB/T 14979 standard.
2. Experimental Results and Analysis
2.1 Effect of Heating Process on Eutectic Carbides
Using 6.3t steel ingots, two heating processes were tested:
- 1200°C × 15h + 1150°C × 5h.
- 1150°C × 5h.
Eutectic carbide morphologies are shown in Figure 2. The as-cast eutectic carbides in Figures 2a and 2b are in a fishbone shape. During hot working, the fishbone-shaped carbides were broken into a network-like distribution, as shown in Figures 2c and 2d.
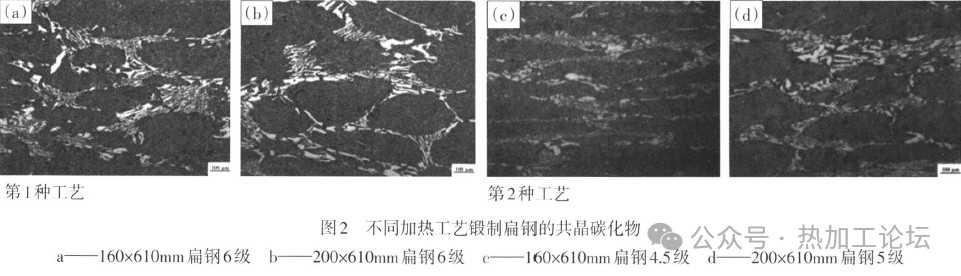
From Figure 2, it can be observed that in the first heating process, the high temperature of 1200°C and long holding time caused the as-cast eutectic carbides to dissolve. However, during hot working, they re-precipitated in a fishbone shape as the temperature decreased, making the problem worse. In contrast, the second heating process at 1150°C allowed the fishbone-shaped eutectic carbides to be broken through forging. Therefore, excessively high heating temperatures should be avoided during hot working, as they lead to the re-precipitation of fishbone-shaped carbides. The goal of heating should be to ensure good plasticity for forging.
2.2 Effect of Forging Method on Eutectic Carbides
The fishbone-shaped eutectic carbides in as-cast steel can be significantly improved through proper forging processes. Using 1.2t steel ingots, four forging methods were tested, as shown in Table 2. The resulting eutectic carbides are shown in Figure 3.
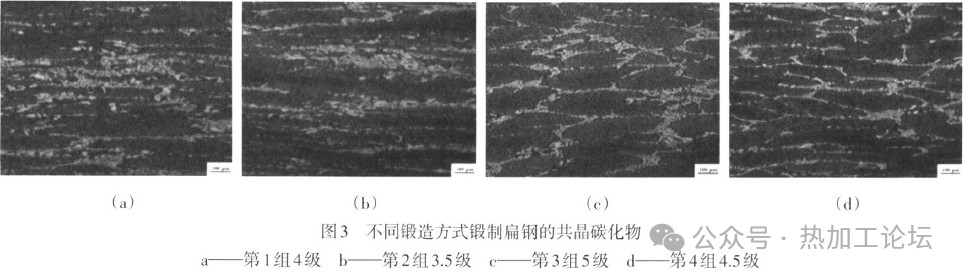
From Figure 3, it can be observed that:
- Direct forging and elongation of steel ingots caused the eutectic carbides to elongate and break into a strip-like distribution along the deformation direction (Figures 3a and 3b).
- After one upsetting operation followed by forging and elongation, the eutectic carbides became a closed elongated network along the deformation direction, with heavily aggregated regions still exhibiting fishbone morphology (Figures 3c and 3d).
This result occurs because upsetting increases the cross-sectional area and shortens the length of the ingot. During subsequent elongation along the height direction, deformation is relatively small, making it difficult to break the eutectic carbides. Thus, direct forging and elongation are more effective in breaking eutectic carbides than upsetting followed by elongation.
Additionally, flat steel forged with a single pass reduction of 80–100mm showed more elongated and finer carbide particles along the deformation direction than with a 30–50mm reduction. The carbide grade was reduced by 0.5 levels. This is because larger reductions improve forging penetration, breaking coarse internal eutectic carbides more effectively.
2.3 Effect of Deformation Ratio on Eutectic Carbides
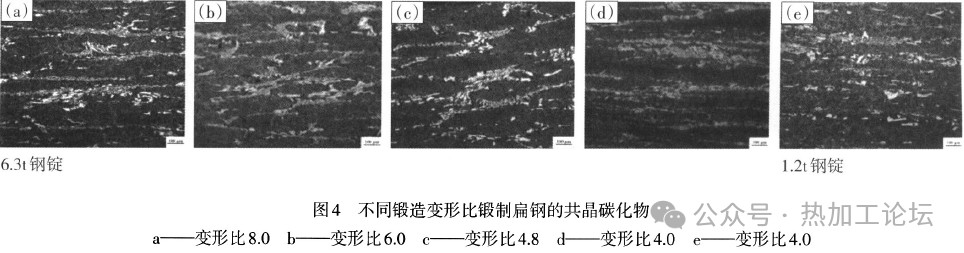
The forging method mainly affects the microstructure of eutectic carbides, while the deformation ratio reflects macrostructural changes. Direct forging and elongation of steel ingots were used to study the effects of different deformation ratios on eutectic carbides. The results are shown in Table 3 and Figure 4.
The results indicate that:
- Higher deformation ratios result in better carbide breakage and lower carbide grades.
- Smaller ingots yield lower carbide grades, while larger ingots show higher grades.
This is because eutectic carbides form during solidification. Smaller ingots produce finer carbides, while larger ingots result in coarser carbides that are more difficult to break during forging, even with increased deformation ratios.

3. Effects of Process Improvements
To further improve the fineness and uniformity of eutectic carbides in Cr12MoV steel, Fushun Steel made the following process improvements based on experimental results:
- Heating Process:
Heating temperatures were controlled between 1120°C and 1150°C to ensure good thermal plasticity for forging without excessive carbide precipitation. - Consideration of Ingot Size and Deformation Ratio:
To avoid poor carbide quality caused by large ingots and excessive deformation ratios, small ingots were preferred. The deformation ratio was controlled to be greater than 4 to effectively improve carbide uniformity. - Forging Method:
Direct forging and elongation were prioritized over upsetting followed by elongation, as the latter showed inferior carbide breakage. Multiple upsetting and elongation cycles can improve carbides theoretically, but in practice, this leads to issues like oxidation, decarburization, and low efficiency. - Reduction Strategy:
Large reductions were used in the initial forging stages to enhance carbide breakage. As the temperature decreased, reduction amounts were gradually reduced to prevent cracking.
By implementing these measures, the uniformity of eutectic carbides improved significantly. The carbide particles became finer and more evenly distributed, with their grade reduced by one level compared to previous results.
4. Conclusions
- Excessively high heating temperatures (e.g., 1200°C) and long holding times cause eutectic carbides to dissolve and re-precipitate in fishbone shapes during hot working, worsening the problem.
- Eutectic carbides can be improved by breaking them, with greater reductions and higher deformation ratios leading to better results.
- Optimized processes, including heating at 1120°C–1150°C, controlling deformation ratios above 4, using small ingots, and employing large reductions in direct forging, significantly improved carbide uniformity, reducing their grade by one level.


