Development History of Super Austenitic Stainless Steel
Super austenitic stainless steel is a type of austenitic stainless steel with high Cr, Mo, N content and a pitting resistance equivalent number (PREN) of no less than 40. Compared with conventional austenitic stainless steel, super austenitic stainless steel exhibits excellent resistance to uniform corrosion, pitting corrosion, crevice corrosion, and stress corrosion. Moreover, nitrogen alloying provides it with high strength and toughness. It is widely used in fields such as urban waste treatment and flue gas desulfurization, chemical industry and pulp and paper manufacturing in harsh environments, as well as in oil and gas extraction and seawater desalination.
The development of super austenitic stainless steel is based on growing material demands, driven by industrial technological progress, and aimed at achieving excellent corrosion resistance. It has evolved over decades to meet the requirements of harsh environments. However, with the advancement of time and technology, industrial processes are accelerating, and super austenitic stainless steel is being used in increasingly diverse and harsh environments. Therefore, studying its development process and technological progress is of great importance for developing super austenitic stainless steel with higher corrosion resistance.
1. Evolution of Super Austenitic Stainless Steel
The concept of super austenitic stainless steel emerged in the 1980s alongside super ferritic stainless steel and super duplex stainless steel, similar to the concept of nickel-based superalloys used for high-nickel alloys. Throughout the development history of super austenitic stainless steel, its evolution can be considered to have gone through three stages: increasing Mo content, adding N element, and increasing both Mo and N content.
01 Increasing Mo Content
The first stage was in the 1930s, when industries related to sulfuric acid rapidly developed, and their requirements for stainless steel increased accordingly. To solve the corrosion problems of stainless steel in sulfuric acid media, the United States developed Alloy 20 (20Cr-30Ni-2.5Mo-3.5Cu), while France and Sweden developed similar alloys (20Cr-25Ni-4.5Mo-1.5Cu), called Uranus B6 alloy and 2RK65, respectively. Although Alloy 20 was developed to improve resistance to sulfuric acid media, it was also widely used in processing equipment for solvents, explosives, plastics, synthetic fibers, organic chemicals, pharmaceuticals, and food industries.
After the 1970s, Uranus B6 and 2RK65 alloys were generally known as 904L. 904L has excellent resistance to uniform corrosion in sulfuric acid and phosphoric acid environments and is commonly used in petrochemical, pulp and paper, mineral smelting, and food industries. It can also replace 304 and 316 stainless steel heat exchangers in high-temperature water media containing chlorides. Alloy 20 and 904L are the main cornerstones in the development of super austenitic stainless steel.
With the rapid development of industry, the media environments in which stainless steel is used are becoming increasingly complex and harsh, especially in media containing chlorides, where the corrosion resistance of stainless steel is slightly insufficient. After adding Mo, it can improve the corrosion resistance of stainless steel to chloride media by enhancing corrosion potential, increasing the stability and density of the passive film, promoting repassivation, and reducing the number and size of pitting nucleation and metastable pitting pits.
In the 1950s, the Swedish company Avesta developed a steel grade with a composition of 16.5Cr-30Ni-6Mo, which was the prototype of 254SMO (S31254, 20Cr-18Ni-6Mo-0.2N).
In the 1960s, the European company Ugine developed the NSCD alloy, which is resistant to seawater corrosion, with a Mo mass fraction greater than 5%. The development of super austenitic stainless steel took a step forward.
In 1967, International Nickel Company applied for a patent for alloys with compositions of 14%-21% Cr, 20%-40% Ni, and 6%-12% Mo. In the same year, the American company Allegheny produced AL-6X (20Cr-24Ni-6Mo), mainly used in thin condenser tubes for seawater-cooled power plants. However, due to its high alloy content, thick steel materials were not easy to cool quickly during production. During slow cooling at high temperatures, intermetallic compounds (σ phase, χ phase, and Laves phase, etc.) were likely to form. These intermetallic compounds are rich in Cr and Mo elements, causing local depletion of Cr and Mo, which not only reduces mechanical properties but also leads to decreased corrosion resistance. Therefore, the thickness of commercial AL-6X is limited to less than 2.5mm.
02 Adding N Element
In 1976, Avesta Company applied for a new stainless steel patent and introduced 254SMO, which is a typical representative of the second stage of super austenitic stainless steel development. It uses ladle refining technology and adopts nitrogen alloying, controlling the N mass fraction at about 0.2% and the Mo mass fraction at about 6%. Subsequently, other similar grades were developed using nitrogen alloying, such as AL-6XN (N08367, 21Cr-24Ni-6Mo-0.2N) and AL-6XN Plus, which were produced by American Allegheny Company in the 1970s based on AL-6X to solve seawater corrosion problems, and Cronifer 1925hMo (N08926, 20Cr-25Ni-6Mo-0.2N), which was developed by German VDM Company in the 1980s based on 904L by increasing Mo content and adding 0.2% N.
AL-6XN and Cronifer 1925hMo have similar composition ranges and contain 7% more Ni than 254SMO, making the austenite phase more stable. 254SMO, AL-6XN, and Cronifer 1925hMo are three types of 6Mo steel that are currently more mature and easy to process and manufacture. They are commonly used in marine environments such as offshore oil and gas platforms, seawater desalination, seawater heat exchangers, and condensing tubes; high-concentration chloride media environments such as flue gas desulfurization, pulp and paper industry, bleaching facilities, nuclear power plants, and crude oil distillation; as well as reaction vessels and piping for chemical pharmaceuticals.
In addition to the three types of 6Mo steel widely used in industry, various countries have successively developed 6Mo steel with excellent performance. For example, in 1984, South Korea applied for a patent for SR50A (S32050, 23Cr-21Ni-6Mo-0.25N). Compared with 254SMO, AL-6XN, and Cronifer 1925hMo, S32050 has higher Cr and N content, excellent corrosion resistance, and strength levels far higher than conventional austenitic stainless steel. It has similar local corrosion resistance to titanium alloys and is suitable for environments with extremely high requirements for corrosion resistance, such as nuclear power plants, flue gas desulfurization systems, rocket engine components, and biomaterials.
In 1988, the Finnish company Outokumpu developed NIROSTA4565S (S34565, 24Cr-17Ni-5Mo-6Mn-0.5N), which mainly increases the solubility of N by increasing the Mn content. Although Mn is a weak austenite-forming element, it is a strong austenite-stabilizing element. Mn and N can replace or reduce the expensive Ni content in stainless steel, giving the stainless steel a price advantage while maintaining good corrosion resistance. In addition, the steel has an N mass fraction as high as 0.5%, and the yield strength is 40% higher than that of 254SMO. It is now widely used in pulp and paper, chemical storage and transportation, hydrometallurgy, flue gas desulfurization, seawater desalination, and other fields.
In the 1990s, the Japanese company Yakin developed NAS254N (S32053, 23Cr-25Ni-5Mo-0.2N) based on 254SMO, with appropriate increases in Cr, decreases in Mo, and optimization of other element contents. This not only ensures the corrosion resistance of super austenitic stainless steel but also reduces the risk of intermetallic compound precipitation. NAS254N is now widely used in marine engineering, chemical industries, pulp and paper, and pollution prevention systems.
03 Increasing Mo and N Content
Although 254SMO, AL-6XN, Cronifer1925hMo, and S34565 have good corrosion resistance, their corrosion resistance is limited in local or high-temperature harsh environments with crevices. In such cases, nickel-based alloys or titanium alloys have advantages, but they are expensive. To bridge this gap, in 1992, Avesta Company developed 654SMO (S32654, 24Cr-22Ni-8Mo-3Mn-0.5N) containing 7% Mo, which represents the third stage of super austenitic stainless steel development. Based on 6Mo steel, it significantly increases the content of Cr, Mo, and N, with Mo mass fraction reaching 7% and N mass fraction controlled at 0.5%. It also adds an appropriate amount of Mn so that it can be produced through conventional AOD refining and continuous casting without worrying about N escaping from the steel during subsequent processing and manufacturing.
654SMO is a milestone in the development of super austenitic stainless steel. Under the synergistic effect of Cr, Mo, and N, super austenitic stainless steel not only has good corrosion resistance in halide environments but also greatly increases the strength of the steel while ensuring its forgeability and toughness. 654SMO is widely used in environments with very demanding corrosion resistance requirements such as seawater desalination, pulp bleaching, and flue gas desulfurization, and is gradually becoming a substitute material for nickel-based alloys and titanium alloys.
In 1994, France developed B66 (S31266, 24Cr-22Ni-6Mo-3Mn-2W-0.5N) by replacing part of Mo with W. Compared with most austenitic stainless steels and nickel-based alloys, it has relatively high Ni and N content, reducing the risk of intermetallic compound precipitation. It is designed specifically to improve structural stability and mechanical properties and is a super austenitic stainless steel for large thick-walled components.
In the oil and gas extraction industry using cables, 316 has lower corrosion resistance, while highly alloyed nickel-based alloys and cobalt-based alloys, although having excellent strength and corrosion resistance, are expensive. Although 6% Mo steel has bridged this gap, it still cannot achieve the corrosion resistance and strength of nickel-based alloys and cobalt-based alloys. To narrow the gap between 6% Mo steel and nickel-based alloys and cobalt-based alloys, in 2000, the American Special Metals Corporation developed a new type of super austenitic stainless steel, Incoloy27-7Mo (S31277, 22Cr-27Ni-8Mo-0.35N).
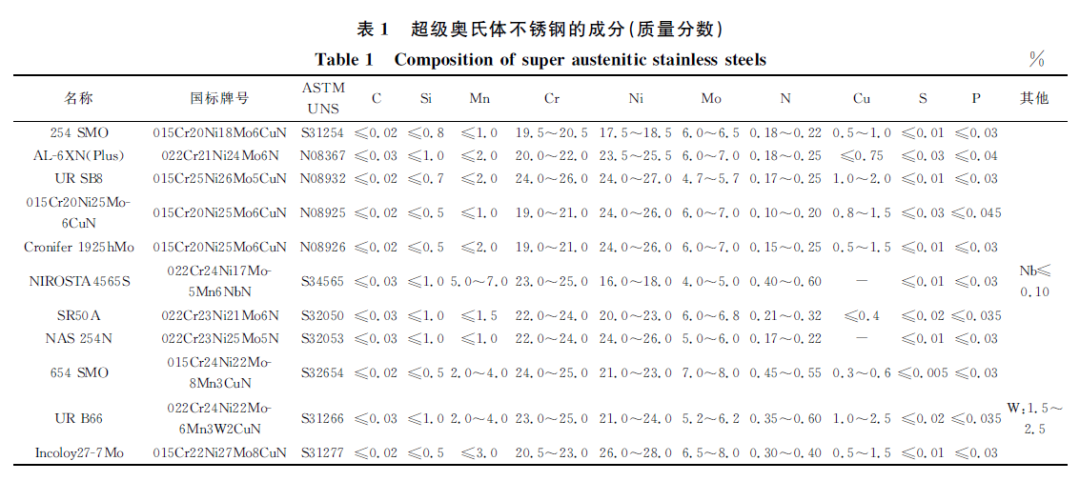
After going through three stages of development, super austenitic stainless steel has gradually matured and improved. Currently, there are 11 types of super austenitic stainless steel, with compositions as shown in the table below:
2. Key Technical Breakthroughs in Super Austenitic Stainless Steel
The development of super austenitic stainless steel has been accompanied by human needs and advancements in metallurgical technology, especially after World War II. With the recovery of the world economy and the development of science and technology, society’s demand for steel is not only in quantity but also in quality, which has promoted the advancement of metallurgical technology.
The important metallurgical technologies for super austenitic stainless steel mainly include two types: ladle refining technology (mainly vacuum oxygen decarburization (VOD) and argon oxygen decarburization (AOD)) and nitrogen alloying technology.
01 Ladle Refining Technology
Super austenitic stainless steel generally has a high Cr content. According to the metallurgical physicochemical reactions of Cr-containing molten steel, the C content increases accordingly. Although C is a strong austenite-forming and stabilizing element, it easily forms carbides with alloying elements (M23C6, M6C, MC, and M7C3), causing local Cr depletion, which has a significant impact on the corrosion resistance of stainless steel, especially on intergranular corrosion and pitting corrosion resistance. Therefore, the mass fraction of C needs to be reduced to below 0.02%. To lower the C content, the smelting temperature can be increased or the CO partial pressure can be decreased. Experts and scholars have developed ladle refining technology through research and development based on this principle.
Ladle refining technology has promoted the development of the second and third stages of super austenitic stainless steel. It is a connecting process set between the converter and continuous casting, which can improve and perfect the liquid steelmaking method invented by Henry Bessemer. It effectively enhances smelting precision and efficiency, and has advantages such as changing metallurgical reaction conditions, increasing the reaction area of steel slag, and improving the mass transfer rate of the molten pool.
The pioneer of ladle vacuum refining was the SD treatment equipment built by Krupp in West Germany in 1952, which could remove H but had poor O removal effect. With the increasing maturity of large steam jet pump technology, various forms of molten steel vacuum degassing technologies rapidly developed.
In 1956, the West German company Dortmund Horder Huttenunion developed the vacuum lift degassing method (DH). In 1958, West German companies Rhein Stahl Hutten Werke and Heraeus developed the vacuum circulation degassing method (RH). Both had good effects in removing H, O, C, and N elements, but the lining life was reduced. To achieve the purpose of multi-functional refining, in 1964, Swedish companies ASEA and SKF developed a vacuum degassing method called ASEA-SKF, which could blow O for decarburization and refine ultra-low C stainless steel. This was the initial model of ladle refining.
In 1964, the American company Union Carbide Corp invented the argon oxygen decarburization method (AOD), which achieves the purpose of removing C while retaining Cr by blowing in an inert gas to lower the CO partial pressure. In 1967, the first AOD furnace was built and put into production at the Joslyn Stainless Steel Plant in the United States, which significantly improved the production capacity of stainless steel. It could suppress harmful trace elements while precisely controlling alloying elements, laying the foundation for manufacturing higher-alloyed stainless steel.
In 1972, the French company Creusot Loire and the Swedish company Uddeholm jointly developed the steam-oxygen blowing method (CLU) based on AOD. In 1973, it went into formal production in Degerfors, confirming that CLU could improve the life of the furnace lining, but compared with AOD, more Cr was oxidized.
In 1965, West German company Edel-stahlwerk Witten invented the vacuum oxygen decarburization method (VOD), which reduces CO partial pressure by vacuum pumping to achieve the purpose of removing C while retaining Cr. It can smelt ultra-low carbon, high-difficulty, high-purity stainless steel products. Related technologies have been further developed based on VOD. For example, in 1976, the American company FinkL-Mohr developed KVOD/VAD, which combines the advantages of VOD and AOD, but saves argon gas and refractory materials compared to AOD and has faster decarburization than VOD. In 1976, Japanese Kawasaki developed SS-VOD, which strengthened argon stirring and could lower C and N even further. In 1976, West German Edel-stahlwerk Witten developed VODC/VODK, which has a high Cr recovery rate. In 1967, American FinkL&Sons improved ASEA-SKF and developed FinkL-VAD, adding electric arc heating under reduced pressure, which can achieve C removal while retaining Cr in high-chromium molten steel at high temperatures, but the cost of smelting stainless steel is high. In 1970, Japan’s Nippon Steel, using the same principle as VOD, added an oxygen injection nozzle to the RH equipment and developed the vacuum circulation oxygen decarburization method (RH-OB).
Additionally, in 1971, Japan’s Daido Special Steel developed the ladle furnace method (LF), which has functions such as electric arc heating, argon blowing and stirring, and vacuum degassing. This method has simple equipment and low cost, and is particularly suitable for updating and transforming old equipment. In 1980, Japan’s Daido Special Steel developed the gas refining arc furnace method (GRAF), which uses inert gas instead of vacuum and can more quickly remove H, O, N, S, and other elements.
After the rise of VOD and AOD, the two-step method of electric arc furnace (EAF) + VOD/AOD for smelting stainless steel gradually matured. Its smelting effect is good. For steel grades with special requirements, Germany and Japan have further developed a three-step method (EAF→AOD→VOD), further improving the production rhythm.
02 Nitrogen Alloying Technology
World War II led to a shortage of Ni resources as strategic reserves. To save Ni, Germany and the United States successively developed 200 series stainless steel, which replaces part of Ni with Mn and N. After the end of World War II, the shortage of Ni resources gradually eased, and the production of stainless steel was no longer constrained by raw material supply, so the research and development of 200 series stainless steel proceeded slowly. Later, Indian scholars who had participated in the development of 200 series stainless steel in the United States returned to India and, based on India’s Mn-rich and Ni-poor national conditions, further researched and developed 200 series stainless steel. Based on the beneficial effects of N, super austenitic stainless steel also underwent nitrogen alloying, with the successful development of 254SMO as a typical representative.
Later, with the advancement of science and technology, the beneficial effects of N became more prominent. N not only has about 30 times the austenite-forming and stabilizing ability of Ni and is abundant in resources, but it also delays the precipitation of carbides and intermetallic phases. The addition of a small amount of N significantly improves the mechanical properties and resistance to local corrosion of the steel. The addition of a large amount of N, while ensuring the forgeability and toughness of the steel, also greatly improves the strength of the steel. Additionally, N improves the pitting corrosion resistance of stainless steel by inhibiting anodic dissolution, promoting repassivation, enhancing the stability and density of the passive film, forming NO complexes or ammonium salts, and forming NH3 or NH4+ to increase local pH. Based on this, nitrogen alloying further developed, and high-N (greater than 0.5%) super austenitic stainless steel, with 654SMO as a typical representative, was developed.
3. Future Development Trends of Super Austenitic Stainless Steel
01 Material Alloy Design Concepts
Super austenitic stainless steel has developed through three generations, and its system has gradually matured. It has excellent corrosion resistance, good mechanical properties, and moderate price advantages, which has gradually expanded its range of applications. However, with the progress of industrialization, media environments are becoming increasingly harsh, which promotes the further research and development of super austenitic stainless steel.
The first research and development approach is to continue the previous high-Mo strategy. For example, in 1997, Japan’s Yakin developed NAS 354N (23Cr-35Ni-7.5Mo-0.2N) based on NAS 254N, increasing the Mo mass fraction to 7.5% and the Ni mass fraction to 35% to ensure the austenite phase. This not only improved pitting corrosion resistance and crevice corrosion resistance but also enhanced stress corrosion resistance due to the increase in Ni content, and reduced the risk of secondary phase precipitation. This steel grade is widely used in the petrochemical, marine engineering, food pharmaceutical, and electronic engineering industries. In 2020, based on NAS 354N, 3.2% Cu was added to develop NAS 355N (23Cr-35Ni-7.5Mo-0.2N-3.2Cu), which improved corrosion resistance in sulfuric acid media environments while ensuring its resistance to chloride ion media corrosion. It is particularly suitable for environments where sulfuric acid and high chloride media coexist, such as flue gas desulfurization equipment, chemical equipment, and heat exchangers.
The second approach is to increase the Cr content. For example, to solve the problem of austenitic stainless steel being prone to corrosion under extreme conditions, in 2020, Sandvik developed sanicro35 (N08935, 27Cr-35Ni-6.5Mo-0.3N), which is a new steel grade designed specifically for corrosive environments and seawater applications. It does not easily form intermetallic phases, improves weldability and overall manufacturability, and can be used to produce hydraulic and instrumentation, heat exchangers, and pipelines in harsh environments such as marine engineering, oil, and natural gas.
NAS 354N, NAS 355N, and sanicro35 have Ni mass fractions as high as over 30% to ensure phase balance, and strictly speaking, they belong to iron-nickel-based alloys. Furthermore, their economic viability and manufacturing difficulty are less than satisfactory. Based on this, combined with the precise design of computational materials science, a strategy of increasing Cr, decreasing Mo, and increasing N can be adopted. This not only ensures a high PREN value but also reduces the content of Ni and Mo to ensure economic viability, and also reduces manufacturing difficulty due to the lower Mo content.
02 Application Technology Extension and Promotion
Super austenitic stainless steel has gradually matured in applications such as flue gas desulfurization, pulp and paper, petrochemical, and seawater desalination processes. With the development of industry, advancement of technology, and national strategic development needs, developing the offshore oil and gas industry is an important strategy for China’s future construction of a strong maritime nation and a strategic requirement for building a strong energy nation. However, compared with onshore oil and gas extraction, offshore waters have intense flow, significant temperature and pressure variations with depth, seabed rock formations that differ greatly from land wells, complex marine microorganisms, and offshore oil and gas generally contains higher levels of H2S, CO2, and Cl-, with solid-liquid-gas three-phase corrosion.
To adapt to the complex marine environment and avoid severe corrosion of marine engineering equipment and devices, from 1975-1980, the Dutch company NAM installed 7 export pipelines with internal 316L stainless steel and 4 with internal duplex stainless steel (total length 13.3 km) to replace carbon steel and corrosion inhibitor export pipelines. However, 316L experienced severe pitting and crevice corrosion in Qatar waters. In 2008, during a hurricane that hit the Gulf of Mexico in the United States, 304L pipes, gates, and pumps were buried by tsunami waves, and pitting corrosion occurred after one month. In August 2013, the liquefied petroleum gas transport ship of Nantong Pacific Ocean Engineering Co., Ltd. experienced severe pitting corrosion of 304 pipelines after only half a year. To prevent leakage, marine engineering requires stainless steel with higher corrosion resistance, higher strength, and high toughness. Super austenitic stainless steel not only has good corrosion resistance, but with increased N addition, its strength improves and its ductility is enhanced, so it is now widely used in the marine engineering field.
From 1986-1989, the Norwegian State Oil Company (Statoil) used about 475 tons of AL-6XN on the Gullfaks platform, and the Norwegian Conoco Heidrun platform used more than 600 tons of AL-6XN. From 1995-2010, the Al Shaheen offshore oil field in the Persian Gulf used 408 tons of 254SMO pipelines. In 1995, the Swedish Forsmark 1 and 2 used nearly 94,000 meters of 654 SMO condensers to replace titanium tubes; from 1995-1996, the Swedish Ringhals used 56,000 meters, and from 1996-1977, the Finnish TVO used 58,000 meters of 654SMO condenser tubes; the Dutch AVR Demi used 1.4 million meters of S34565 thin-walled condenser tubes. The Norwegian State Oil Company’s Aasgard and Kristin offshore projects used more than 500 tons of S34565. The Snorre oil field used Cronifer 1925hMo alloy seamless tubes, welded tubes, and other piping systems for transporting pure seawater, and for transporting and processing mixtures of hydrogen sulfide-containing hydrocarbons and seawater. In 1990, Japan’s Yakin used an S32053 cladding layer on the upper part of steel pipe columns at a liquefied petroleum gas transport terminal, and no corrosion occurred at this location after 29 years. At Tokyo’s Haneda Airport runway, 1201 steel pipe piles used 254SMO cladding protection skin for the tidal zone, with the cladding protection skin being 0.4mm thick, covering an area of 69,000m2, totaling 250 tons. Although 6Mo steel is used more frequently, related practical applications have found that 254SMO experiences crevice corrosion in Cl- environments above 35°C, and on a North Sea platform, flanges and threaded nozzles of 254SMO at the cooling water outlet of a crude oil cooler experienced severe crevice corrosion when the temperature exceeded 70°C.
Oil and gas exploration is moving towards deeper reservoirs, especially in deep water areas. Increasingly, situations are encountered with temperatures up to 260°C, pressures up to 172 MPa, and high contents of H2S, CO2, Cl-, and free S. This not only leads to general corrosion but also to stress corrosion cracking from sulfides and chlorides or their combined action. Additionally, the deeper the reservoir, the higher the temperature, and the higher the temperature, the greater the suspension loads and pressure the material must bear, thus the higher the requirements for the mechanical properties of the material. This indicates that the materials used need to simultaneously meet several requirements: relatively good mechanical properties and resistance to uniform corrosion, resistance to pitting and crevice corrosion, resistance to chloride stress corrosion cracking, and resistance to sulfide stress corrosion cracking. The development of materials also needs to be cost-effective. Based on these needs, super austenitic stainless steel, with its good corrosion resistance, excellent strength, and relatively inexpensive price, can be widely used in the deep-sea oil and gas extraction industry. In the future, material performance can be further optimized and improved according to the needs of the usage environment.
4. Conclusion
Super austenitic stainless steel, with the goal of pursuing excellent performance, has developed from Alloy 20 and 904L, which were developed to meet the corrosion resistance requirements in sulfuric acid-related media environments, to 6Mo steel represented by 254 SMO, AL-6XN, and Cronifer 1925hMo, which were developed to meet the corrosion resistance requirements in chloride-containing media environments, to 7Mo steel represented by 654SMO with excellent performance. After going through three stages of development, the system has gradually matured. During this period, ladle refining technologies represented by AOD and VOD, and nitrogen alloying technology played important roles.
With the advancement of industrial technology, the future application environments for super austenitic stainless steel are becoming increasingly harsh. Material development will still focus on pursuing excellent corrosion resistance, which still needs to be achieved by increasing the content of Cr, Mo, and N elements, while also considering phase balance and economic viability.
